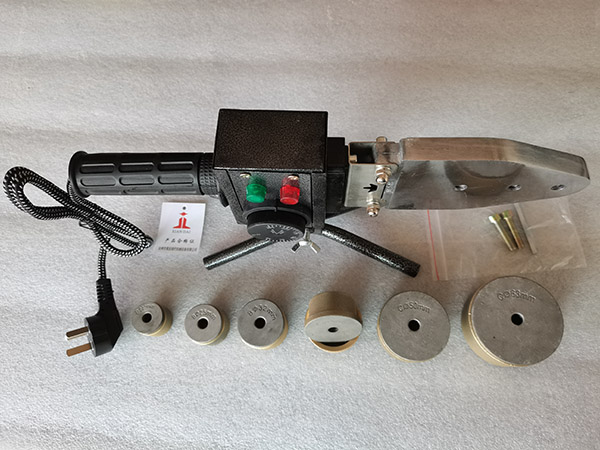
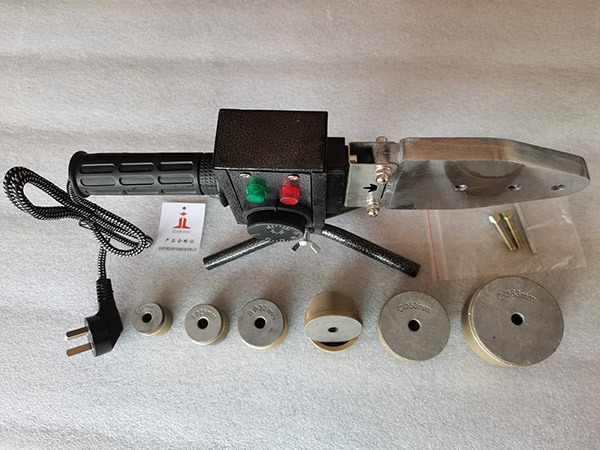
RJQ-63型管材熔接器
更新:2025-7-25 21:05:20??????點(diǎn)擊:
- 品牌:???黃巖現(xiàn)代
- 型號(hào):???RJQ-63型

產(chǎn)品介紹
|
||||||||||||||||||||||||||
|
||||||||||||||||||||||||||








更多產(chǎn)品

24小時(shí)客服熱線(xiàn)
057684221458
地址:浙江省臺(tái)州市黃巖區(qū)方山路66號(hào)
電話(huà):+86-576-84221458
傳真:+86-576-84220458
郵箱:sales@hyxiandai.com
網(wǎng)站:http://www.hyxiandai.com
|
||||||||||||||||||||||||||
|
||||||||||||||||||||||||||
| ? | Copyright 2013 www.92wl.cn 現(xiàn)代機(jī)械有限公司 版權(quán)所有 All Rights Reserved 浙ICP備08013021號(hào) 公司地址:臺(tái)州市黃巖區(qū)方山路66號(hào) 聯(lián)系電話(huà):+86-576-84221458 電子郵件:sales@hyxiandai.com Built By ZSON
臺(tái)州SEO |
?



